App installieren
How to install the app on iOS
Follow along with the video below to see how to install our site as a web app on your home screen.
Anmerkung: This feature may not be available in some browsers.
-
Hallo TT-Modellbahner, schön, dass du zu uns gefunden hast. Um alle Funktionen nutzen zu können, empfehlen wir dir, dich anzumelden. Denn vieles, was das Board zu bieten hat, ist ausschließlich angemeldeten Nutzern vorbehalten. Du benötigst nur eine gültige E-Mail-Adresse und schon kannst du dich registrieren. Deine Mailadresse wird für nichts Anderes verwendet als zur Kommunikation zwischen uns. Die Crew des TT-Boardes
Du verwendest einen veralteten Browser. Es ist möglich, dass diese oder andere Websites nicht korrekt angezeigt werden.
Du solltest ein Upgrade durchführen oder einen alternativen Browser verwenden.
Du solltest ein Upgrade durchführen oder einen alternativen Browser verwenden.
Fragen rund um den 3D-Resin-Druck
- Ersteller Birger
- Erstellt am
Jan
Boardcrew
Der Beitrag steht noch da, wo du ihn gepostet hast. Birger hat ihn nur hier zitiert. Nachdem die Konstruktion die Basis für den Druck ist, erscheint mir die Diskussion hier zu platzieren, nicht unangebracht.
Beim Goldenen Schnitt geht es um einen harmonischen Eindruck. Wenn z.B. eine Person im Verhältnis 1:50 konstruiert wurde, kann diese natürlich auf 1:220 skaliert werden und dann ausgedruckt werden aber das Ergebnnis wäre nicht zufriedenstellend. Weil die Proportionen nicht stimmig sind. Dünne Ärmchen und Beine großer Oberkörper, kleiner Kopf, Finger die nicht vorhanden sind usw.
Also muss nicht nur aus Stabilitätsgründen sondern besonders aus optisch- harmonischen Gründen die Konstruktionzeichnung nachgebessert werden.
Also muss nicht nur aus Stabilitätsgründen sondern besonders aus optisch- harmonischen Gründen die Konstruktionzeichnung nachgebessert werden.
mcpilot
Foriker
Die Erklärung passt nicht wirklich zum Goldenen Schnitt, da es normalerweise nichts mit Umrechnungen von Maßstäben zu Maßstäben zutun hat. Es geht allgemein um Proportionen zueinander.
Wenn ich eine Konstruktionsdatei von 1:1 auf 1:120 verkleinere, ändert sich in der Konstruktion alles und somit gibt es kein anderes proportionales Verhältnis der einzelnen Bestandteile innerhalb der Konstruktion.
Konkretes Beispiel ein L 1x1,6m auf 1x1,6cm verkleinert ist proportional identisch und kann nach dem Goldenen Schnitt nicht falsch wirken.
Wenn ich eine Konstruktionsdatei von 1:1 auf 1:120 verkleinere, ändert sich in der Konstruktion alles und somit gibt es kein anderes proportionales Verhältnis der einzelnen Bestandteile innerhalb der Konstruktion.
Konkretes Beispiel ein L 1x1,6m auf 1x1,6cm verkleinert ist proportional identisch und kann nach dem Goldenen Schnitt nicht falsch wirken.
@TT Koch danke für die Antwort. Nicht immer gleich Böses sehen. Ich habe, wie oben geschrieben steht, nur zitiert und das hier, weil das ja unabhängig von dem Panzer-Shop gültig ist, wie ich finde. Was ich nicht verstehe, warum sich beim Skallieren der goldene Schnitt verändern soll. Wenn in alle Richtungen skalliert wird, ändern sich doch keine Verhältnisse. Und wo bei der Nachbildung einer gegebenen Person oder einem vorhandenen Auto wird der goldene Schnitt denn Beachtung finden können, wenn ihn der Designer schon nicht beachtet hat? Dazu kommt, daß Personen sicher nicht nach dieser Regel wachsen. Vielmehr ist es in meinen Augen wichtig, daß bei allen Kompromissen, die man technisch eingehen muß, die Eindrücke des Vorbildes nicht verloren gehen. Man muß da oft mehr trixen, als man wollte, damit der Eindruck des Vorbildes nicht verloren geht. Ich denke da z. B. an Kesselwagen. Es ist unmöglich einen maßstäblich breiten Rahmen zu konstruieren, wo dann auch noch fette Achsen hinein passen. Das hat aber auch Auswirkungen auf den Sattel, auf dem die Kessel liegen und die Kesselhöhe und den Kesseldurchmesser, den man ja auch möglichst maßstäblich halten will. Der Sattel soll ja nicht zwischen die Rahmenprofile fallen. Da muß man zaubern. Bei Autos und Figuren sehe ich da weniger Probleme.
Hallo zusammen,
Die UV-Einheit scheint es nicht zu geben.
Der Hersteller UV-LED-Modul für Harz-3D-Drucker der Anycubic Photon-Serie bringt mich auch irgendwie nicht weiter. Der X2 wird nirgends aufgeführt.
Ich werde das Gerät wohl abschreiben müssen.
Die UV-Einheit scheint es nicht zu geben.
Der Hersteller UV-LED-Modul für Harz-3D-Drucker der Anycubic Photon-Serie bringt mich auch irgendwie nicht weiter. Der X2 wird nirgends aufgeführt.
Ich werde das Gerät wohl abschreiben müssen.
Hallo zusammen,
ich drucke jetzt mit einem Saturn 3. Ein schönes Gerät.
Mal eine ganz andere Frage: Wohin mit den Resten vom Druck, also die abgeschnittenen Supports und die Fehldrucke. Geht das in den Hausmüll (schwarze Tonne)? Die Flüssigkeiten wie Reiniger und Wasser sammle ich, um sie dann mal in einer Aktion beim Schadstoffmobil abzugeben.
ich drucke jetzt mit einem Saturn 3. Ein schönes Gerät.
Mal eine ganz andere Frage: Wohin mit den Resten vom Druck, also die abgeschnittenen Supports und die Fehldrucke. Geht das in den Hausmüll (schwarze Tonne)? Die Flüssigkeiten wie Reiniger und Wasser sammle ich, um sie dann mal in einer Aktion beim Schadstoffmobil abzugeben.
Mal eine ganz andere Frage: Wohin mit den Resten vom Druck, also die abgeschnittenen Supports und die Fehldrucke. Geht das in den Hausmüll (schwarze Tonne)? Die Flüssigkeiten wie Reiniger und Wasser sammle ich, um sie dann mal in einer Aktion beim Schadstoffmobil abzugeben.
Druckreste härten und danach in den Hausmüll...Resinlösungen in die Sonne
stellen und verdunsten lassen. Rest zum Schadstoffmobil
120bernd
Foriker
Ich nehme Supportreste zum Badcleaning nach Fehldrucken.
In die Ecke stellen, Cleanprozess starten und dann die Schicht am Support rausziehen fertig.
Genau, dann in die Sonne und Restmüll.
In die Ecke stellen, Cleanprozess starten und dann die Schicht am Support rausziehen fertig.
Genau, dann in die Sonne und Restmüll.
Genau das meine ich. Man kann ein Modell auf die entsprechende Größe skalieren. Wegen der Stabilität müssen aber verschiedene Kompromisse eingegangen werden. Manche Strukturen müssen verstärkt werden. Dies hat wiederum Auswirkungen auf den Gesamteindruck des Modells. Letztendlich müssen die Verhältnisse zueinander harmonieren um ein für den Betrachter gefälliges Modell zu produzieren. Mir geht es beim Goldenen Schnitt nicht um die rein mathematischen Verhältnisse sondern die Harmonie der Proportionen.@TT Koch Vielmehr ist es in meinen Augen wichtig, daß bei allen Kompromissen, die man technisch eingehen muß, die Eindrücke des Vorbildes nicht verloren gehen. Man muß da oft mehr trixen, als man wollte, damit der Eindruck des Vorbildes nicht verloren geht. Ich denke da z. B. an Kesselwagen. Es ist unmöglich einen maßstäblich breiten Rahmen zu konstruieren, wo dann auch noch fette Achsen hinein passen. Das hat aber auch Auswirkungen auf den Sattel, auf dem die Kessel liegen und die Kesselhöhe und den Kesseldurchmesser, den man ja auch möglichst maßstäblich halten will. Der Sattel soll ja nicht zwischen die Rahmenprofile fallen. Da muß man zaubern. Bei Autos und Figuren sehe ich da weniger Probleme.
mcpilot
Foriker
Beim Goldenen Schnitt gibt es feste Verhältnisse, was du meinst ist allgemein ein optisch passender Eindruck bzw. Verhältnis.
Hallo zusammen,
ich habe den Effekt, dass bei einem Druck mit zwei identischen Teilen, bei einem der Raft abgelöst ist. Interessant ist, dass das Werkstück selbst super korrekt geworden ist.
Bei einem zweiten Druck ist der Effekt wieder aufgetreten.
Woran kann das liegen? Ist der Raft zu klein? Sollte ich die Belichtungszeit der Bottomlayer erhöhen?
ich habe den Effekt, dass bei einem Druck mit zwei identischen Teilen, bei einem der Raft abgelöst ist. Interessant ist, dass das Werkstück selbst super korrekt geworden ist.
Bei einem zweiten Druck ist der Effekt wieder aufgetreten.
Woran kann das liegen? Ist der Raft zu klein? Sollte ich die Belichtungszeit der Bottomlayer erhöhen?
Anhänge
Wenn sich die Bodenschichten ablösen, würde ich zuerst die Bodenbelichtungszeiten erhöhen. Habe an einem Drucker ein ähnliches Problem. Das ging dann ne Weile gut und ist jetzt wieder da. Vielleicht muß ich die Platte an der Stelle etwas anrauhen. Es ist bei mir auch lokal begrenzt immer die selbe Stelle.
Den Tips von Birger kann ich nur zustimmen: Bodenbelichtungszeit erhöhen, evtll Druckplatte anrauhen oder tauschen.
Du kannst auch mal die Spannung der Tankfolie überprüfen (wie bei einer Trommel 300 bis 350 Hz) Nach längerer Benutzung muss ich diese nachspannen. Auch ein Trennmittel kann hilfreich sein.
Hier findest du noch weitere hilfreiche Tips:
Du kannst auch mal die Spannung der Tankfolie überprüfen (wie bei einer Trommel 300 bis 350 Hz) Nach längerer Benutzung muss ich diese nachspannen. Auch ein Trennmittel kann hilfreich sein.
Hier findest du noch weitere hilfreiche Tips:
Zuletzt bearbeitet:
Ich werde die Platte nochmal prüfen. Aber die Mitte ist es nicht.Wenn die Stelle in der Mitte der Builtplate liegt, kann es daran liegen, dass diese nicht vollkommen eben ist. In den Bereichen mit einem größeren Abstand zu der Folie haftet das Raft schlechter.
Hallo @TT Koch, Hallo zusammen,
im oben verlinkten Video wird Rain-X als Trennmittel gezeigt. Das gibt es hier bei ATU, so dass keine Internetbestellung notwendig war.
Dann ist mir aufgefallen, dass es beim Elegoo passieren kann, dass beim Leveln sich die Platte bedingt durch die zwei um 90 Grad versetzen Schrauben verdreht. Da muss man wirklich genau sein.
Als zweites habe ich die Anleitung zum Leveln mal etwas großzügiger ausgelegt und nach dem Anfahren der 0-Stellung und dem Festziehen das 0.1mm Anheben der Platte vor dem Setzen der 0-Position weggelassen. Das gab es beim Anycubic auch nicht.
Und sie da, der Druck ist bedeutend besser. Ich habe mir dann links und rechts einfach noch einen Quader als "Raft-Erweiterung" angelegt.
Ein andere Auffälligkeit ist, dass nach der Erhöhung der Belichtungszeit der unteren Layer, kleine Rafts extrem fest sitzen, während große doch immer noch leicht abgehen.
Kann es sein, dass es einen Zusammenhang zwischen Größe des Rafts und der notwendigen Belichtungszeit gibt? Es wird mit einem Mal viel Resin belichtet.
Es wird gut.
im oben verlinkten Video wird Rain-X als Trennmittel gezeigt. Das gibt es hier bei ATU, so dass keine Internetbestellung notwendig war.
Dann ist mir aufgefallen, dass es beim Elegoo passieren kann, dass beim Leveln sich die Platte bedingt durch die zwei um 90 Grad versetzen Schrauben verdreht. Da muss man wirklich genau sein.
Als zweites habe ich die Anleitung zum Leveln mal etwas großzügiger ausgelegt und nach dem Anfahren der 0-Stellung und dem Festziehen das 0.1mm Anheben der Platte vor dem Setzen der 0-Position weggelassen. Das gab es beim Anycubic auch nicht.
Und sie da, der Druck ist bedeutend besser. Ich habe mir dann links und rechts einfach noch einen Quader als "Raft-Erweiterung" angelegt.
Ein andere Auffälligkeit ist, dass nach der Erhöhung der Belichtungszeit der unteren Layer, kleine Rafts extrem fest sitzen, während große doch immer noch leicht abgehen.
Kann es sein, dass es einen Zusammenhang zwischen Größe des Rafts und der notwendigen Belichtungszeit gibt? Es wird mit einem Mal viel Resin belichtet.
Es wird gut.
Anhänge

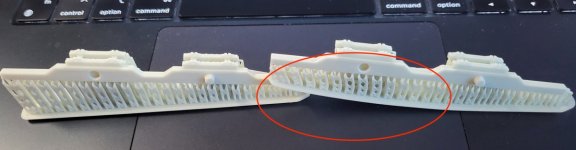
Hallo zusammen,
bei größeren Teilen habe ich das Problem, dass sich die Stücke teilweise stark verziehen. Beim Druck ist noch alles in Ordnung, nach dem Reinigen und Härten verzieht es sich. Noch stört mich das nicht, aber im nächsten Projekt sollte es schon gerade bleiben.
Habt ihr auch diesen Effekt?
bei größeren Teilen habe ich das Problem, dass sich die Stücke teilweise stark verziehen. Beim Druck ist noch alles in Ordnung, nach dem Reinigen und Härten verzieht es sich. Noch stört mich das nicht, aber im nächsten Projekt sollte es schon gerade bleiben.
Habt ihr auch diesen Effekt?
mcpilot
Foriker
Es kommt auf die Konstruktion an, bei dünnwandigen Bauteilen machen sich innen in gewissen Abständen Streben gut, dadurch kann sich das Teil nicht verziehen.
120bernd
Foriker
Was hast Du für Resin?
Meine Erfahrung:
Bei mir hat alleine ein Resinwechsel geholfen für bessere Druckergebnisse.
Wasserlösliches hat sich auch verzogen.
Besser wurde es mit ABS like.
Meine Erfahrung:
Bei mir hat alleine ein Resinwechsel geholfen für bessere Druckergebnisse.
Wasserlösliches hat sich auch verzogen.
Besser wurde es mit ABS like.
Ich nutze 3D Jake High Detail. Anycubic ABS like habe ich auch noch - aber noch nicht getestet.
Kann auch manchmal die Lage im Druckbereich ein Einflußfaktor sein?
Ich drucke mehr oder weniger einen Vierkant (#292) mit 13Grad Neigung um X und 5Grad um Y.
Ich kann es auch noch mal mit 25 Grad versuchen, nur dann druckt es bestimmt gut 8 Stunden.
Ich habe mir mit Löchern beholfen, um die Struktur zu stabilisieren.
Die Belichtungszeit habe ich mit den Cones Of Calibration ermittelt.
Kann auch manchmal die Lage im Druckbereich ein Einflußfaktor sein?
Ich drucke mehr oder weniger einen Vierkant (#292) mit 13Grad Neigung um X und 5Grad um Y.
Ich kann es auch noch mal mit 25 Grad versuchen, nur dann druckt es bestimmt gut 8 Stunden.
Ich habe mir mit Löchern beholfen, um die Struktur zu stabilisieren.
Die Belichtungszeit habe ich mit den Cones Of Calibration ermittelt.
Guten Abend,
ich habe einen Anycubic Photon Mono 5s. Der hat auch monatelang gut gedruckt. In letzter Zeit gab es häufiger abgerissene Basisplatten die dann im Resinbad auf der FEP-Folie haften. Deswegen haben wir laut Anleitung die Folie ersetzt. Leider ist das Problem immer noch akut. Eine Verlängerung der Belichtungszeiten für die Basisplatte brachte keine Verbesserung. Auch die Erhöhung der Stützenanzahl, deren Verstärkung und ein geringerer Abstand der Supports bringt keinerlei Besserung. Nun baue ich auf das Schwarmwissen hier im Board. Ich nutze High Speed oder Standard Resin und die Angaben des Herstellers für den Slicer.
VG Martin
ich habe einen Anycubic Photon Mono 5s. Der hat auch monatelang gut gedruckt. In letzter Zeit gab es häufiger abgerissene Basisplatten die dann im Resinbad auf der FEP-Folie haften. Deswegen haben wir laut Anleitung die Folie ersetzt. Leider ist das Problem immer noch akut. Eine Verlängerung der Belichtungszeiten für die Basisplatte brachte keine Verbesserung. Auch die Erhöhung der Stützenanzahl, deren Verstärkung und ein geringerer Abstand der Supports bringt keinerlei Besserung. Nun baue ich auf das Schwarmwissen hier im Board. Ich nutze High Speed oder Standard Resin und die Angaben des Herstellers für den Slicer.
VG Martin
Svies
Foriker
@ege
Ich drucke mittlerweile mit Anycubic ABS Like Pro.
Das Wasserwaschbare was ich vorher hatte, hat sich unter gewissen Umständen auch leicht verbogen.
Meiner Erfahrung nach verziehen sich Drucke, wenn diese sehr dünnwandig sind und sich nicht gut gegenseitig stützen.
Wenn es nach dem Druck in Ordnung ist und sich erst später verzieht, dann hat man nicht ordentlich genug das Bauteil trocknen lassen.
Grundsätzlich sollte jedes Druckteil nach dem Waschen erstmal mehrere Stunden, besser einen ganzen Tag langsam (!) trocknen, bevor man es härtet. Um so langsamer um so besser. Und kühlere Orte sind auch besser wie wärmere. Sprich: Im Sommer ist der kühle Keller (auch wenn er ggf. feucht ist) die bessere Wahl zum trocknen. Ein kleines Säckchen Trocknungsgranulat was man in ein größeres geschlossenes Behältnis mit dem Druckteil gibt, kann in sehr feuchten Kellern helfen.
Druckteile sind relativ grobporig (auch wenn die Oberfläche glatt erscheint) und saugen sich mit Reiniungsflüssigkeit voll. Diese muss erst wieder heraus bevor man Härten kann. Sonst verzieht es sich.
Beim Härten sollte man lieber oft kurz Härten und das Druckteil dabei immer wieder drehen. Keine Härtungsstation kann das Druckteil 360° gleichmäßig beleuchten und Härten. Härtet es auf einer Seite schneller als auf einer anderen, dann ist auch da Verzug vorprogrammiert. Mein Tipp: maximal 2min bei dickeren, größeren Druckteilen und das ganze 4 oder 5 mal wiederholen. Und das drehen des Druckes natürlich nicht vergessen. Bei kleinen/dünnen Druckteilen entsprechend die Zeit weiter verkürzen und ggf. die Wiederholungen erhöhen wenn nötig.
Ggf. kann es auch hilfreich sein Drucke beim trocknen und Härten zu „verspannen“ oder zu „beschweren“ um einen Verzug zu entgehen. Eine Hilfskonstruktionen kann man dann gleich beim Konstruieren, als separates Teil, mit zeichnen. Natürlich muss dies mehr Material bzw. eine stabilere Konstruktion aufweisen. Ein paar „Rastnasen“ wo man das eigentliche Druckteil hinein klemmt kann man ebenfalls vorsehen.
Natürlich gibt es da kein allgemeines Rezept. Ein bisschen ausprobieren gehört manchmal schon dazu.
Vielleicht hilft es dir ja..
Ich drucke mittlerweile mit Anycubic ABS Like Pro.
Das Wasserwaschbare was ich vorher hatte, hat sich unter gewissen Umständen auch leicht verbogen.
Meiner Erfahrung nach verziehen sich Drucke, wenn diese sehr dünnwandig sind und sich nicht gut gegenseitig stützen.
Wenn es nach dem Druck in Ordnung ist und sich erst später verzieht, dann hat man nicht ordentlich genug das Bauteil trocknen lassen.
Grundsätzlich sollte jedes Druckteil nach dem Waschen erstmal mehrere Stunden, besser einen ganzen Tag langsam (!) trocknen, bevor man es härtet. Um so langsamer um so besser. Und kühlere Orte sind auch besser wie wärmere. Sprich: Im Sommer ist der kühle Keller (auch wenn er ggf. feucht ist) die bessere Wahl zum trocknen. Ein kleines Säckchen Trocknungsgranulat was man in ein größeres geschlossenes Behältnis mit dem Druckteil gibt, kann in sehr feuchten Kellern helfen.
Druckteile sind relativ grobporig (auch wenn die Oberfläche glatt erscheint) und saugen sich mit Reiniungsflüssigkeit voll. Diese muss erst wieder heraus bevor man Härten kann. Sonst verzieht es sich.
Beim Härten sollte man lieber oft kurz Härten und das Druckteil dabei immer wieder drehen. Keine Härtungsstation kann das Druckteil 360° gleichmäßig beleuchten und Härten. Härtet es auf einer Seite schneller als auf einer anderen, dann ist auch da Verzug vorprogrammiert. Mein Tipp: maximal 2min bei dickeren, größeren Druckteilen und das ganze 4 oder 5 mal wiederholen. Und das drehen des Druckes natürlich nicht vergessen. Bei kleinen/dünnen Druckteilen entsprechend die Zeit weiter verkürzen und ggf. die Wiederholungen erhöhen wenn nötig.
Ggf. kann es auch hilfreich sein Drucke beim trocknen und Härten zu „verspannen“ oder zu „beschweren“ um einen Verzug zu entgehen. Eine Hilfskonstruktionen kann man dann gleich beim Konstruieren, als separates Teil, mit zeichnen. Natürlich muss dies mehr Material bzw. eine stabilere Konstruktion aufweisen. Ein paar „Rastnasen“ wo man das eigentliche Druckteil hinein klemmt kann man ebenfalls vorsehen.
Natürlich gibt es da kein allgemeines Rezept. Ein bisschen ausprobieren gehört manchmal schon dazu.
Vielleicht hilft es dir ja..
Hallo Sven,Grundsätzlich sollte jedes Druckteil nach dem Waschen erstmal mehrere Stunden, besser einen ganzen Tag langsam (!) trocknen, bevor man es härtet. Um so langsamer um so besser. Und kühlere Orte sind auch besser wie wärmere. Sprich: Im
das ist interessant. Ich härte in der Tat gleich nach dem Reinigen und Ausblasen. Probiere ich gleich morgen aus.
@Murten
Ich reinige die Druckplatte mit Azeton und vor dem Druck noch einmal mit Isopropanol.
von @Birger bekam ich den Tipp mit den Cones Of Calibration. Damit ermittle ich die Belichtungszeit.
Fällt bei Dir der Raft ab?
Hat das Leveln funktioniert?
Viele Grüße von der Ostsee
Ähnliche Themen
- Antworten
- 8
- Aufrufe
- 4K
- Antworten
- 34
- Aufrufe
- 8K